
微信扫一扫

咨询热线:
189-1321-9055

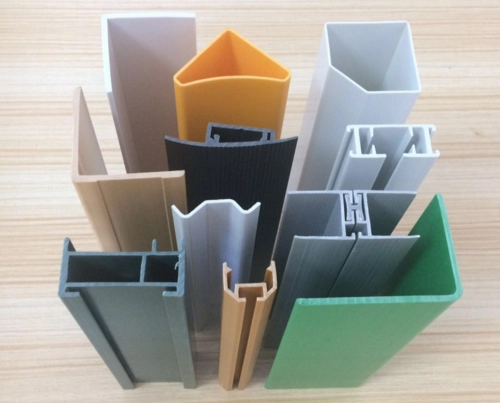
异形材挤出工艺是一种广泛应用于塑料、橡胶、金属等材料成型的技术,主要用于生产具有复杂截面形状的制品,如门窗型材、管道、密封条等。该工艺的核心是通过加热、塑化、挤出、冷却和定型等步骤,将原材料加工成所需的形状。以下是异形材挤出工艺的关键步骤及其详细说明:
1. 原材料准备
原材料的选择和预处理是异形材挤出工艺的第一步。常见的原材料包括聚氯乙烯(PVC)、聚乙烯(PE)、聚丙烯(PP)、橡胶等。原材料的性能直接影响最终产品的质量,因此需要根据产品要求选择合适的材料。
原材料筛选:确保原材料无杂质、颗粒均匀,符合工艺要求。
干燥处理:对于吸湿性较强的材料(如PVC),需要进行干燥处理,以避免挤出过程中产生气泡或缺陷。
配料混合:根据配方将原材料与添加剂(如稳定剂、增塑剂、填料等)混合均匀,以改善材料的加工性能和最终产品的性能。
2. 加热与塑化
将预处理好的原材料送入挤出机的料斗中,通过加热和机械剪切作用使其塑化,形成均匀的熔体。
温度控制:挤出机的加热系统将原材料加热至熔融状态,温度控制是关键。不同材料需要不同的温度范围,温度过高可能导致材料分解,温度过低则会影响塑化效果。
螺杆剪切:挤出机中的螺杆通过旋转对原材料施加剪切力,使其进一步塑化并混合均匀。螺杆的设计(如长径比、压缩比)对塑化效果有重要影响。
3. 挤出成型
塑化后的熔体通过挤出机的机头挤出,进入模具中成型。这是异形材挤出工艺的核心步骤。
模具设计:模具的截面形状决定了异形材的外形。模具设计需要考虑材料的流动性、收缩率以及冷却定型效果。
压力控制:挤出过程中需要保持稳定的压力,以确保熔体均匀填充模具,避免出现缺料或变形。
挤出速度:挤出速度影响生产效率和质量,过快可能导致产品表面粗糙,过慢则可能影响生产效率。
4. 冷却定型
挤出的熔体在模具中初步成型后,需要迅速冷却以固定形状。冷却定型是保证产品尺寸精度和表面质量的关键步骤。
冷却方式:常用的冷却方式包括水冷和风冷。水冷效率高,但可能引起产品变形;风冷较温和,适用于对尺寸精度要求高的产品。
定型装置:定型装置(如真空定型套)通过负压将熔体吸附在模具内壁,确保产品形状与模具一致。
冷却时间:冷却时间需要根据材料的导热性和产品厚度进行调整,过短可能导致产品变形,过长则影响生产效率。
5. 牵引与切割
冷却定型后的异形材需要通过牵引装置拉出,并根据需要进行切割。
牵引速度:牵引速度需要与挤出速度匹配,过快可能导致产品拉伸变形,过慢则可能造成堆积。
切割方式:常用的切割方式包括锯切和飞刀切割。锯切精度高,但效率较低;飞刀切割效率高,但精度稍差。
6. 后处理
根据产品要求,可能需要进行后处理以改善性能或外观。
表面处理:如喷涂、电镀、印刷等,以提高产品的美观性和功能性。
热处理:对于一些材料(如橡胶),可能需要进行热处理以改善其物理性能。
检验与包装:对产品进行尺寸、外观、性能等方面的检验,合格后进行包装。
7. 工艺控制与优化
异形材挤出工艺涉及多个参数,需要通过实时监控和调整来保证产品质量。
温度控制:包括挤出机各段温度、模具温度、冷却温度等。
压力控制:包括挤出压力、真空定型压力等。
速度控制:包括挤出速度、牵引速度、切割速度等。
模具维护:定期清理和维护模具,以确保产品尺寸精度和表面质量。